
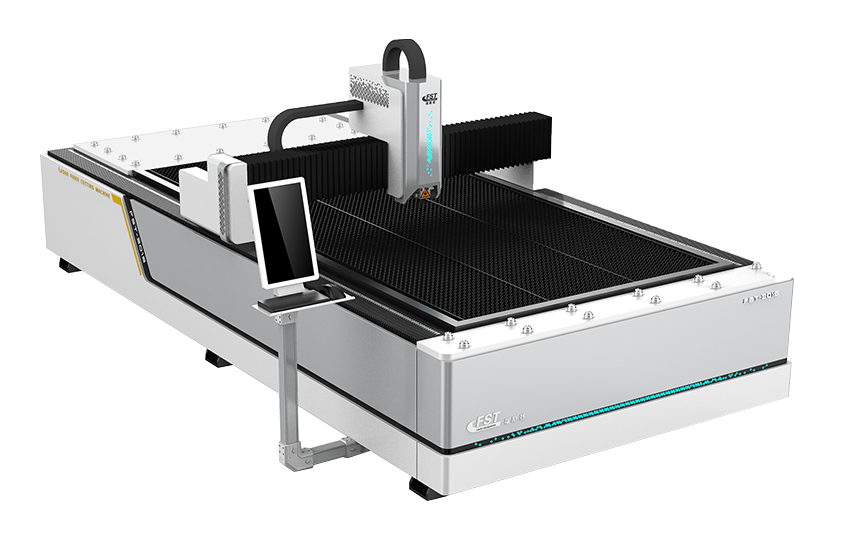
औद्योगिक विकास जसजसा वेगाने होत आहे,फायबर लेसर कटिंग मशीनत्यांचा व्यापक वापर झाला आहे. तथापि, दीर्घकाळ वापर केल्यानंतर, या मशीन्सच्या कटिंग अचूकतेमध्ये काही विचलन येऊ शकतात, ज्यामुळे उत्पादने इच्छित मानके पूर्ण करू शकत नाहीत. हे विचलन बहुतेकदा फोकल लांबीच्या समस्यांमुळे होतात. म्हणून, लेसर कटिंग मशीन्सची कटिंग अचूकता कशी कॅलिब्रेट करायची हे समजून घेणे अत्यंत महत्त्वाचे आहे. येथे, आपण फायबर लेसर कटिंग मशीन्सची कटिंग अचूकता समायोजित करण्याच्या पद्धतींचा शोध घेऊ.
लेसर स्पॉट त्याच्या सर्वात लहान आकारात समायोजित केल्यावर, प्रारंभिक परिणाम स्थापित करण्यासाठी स्पॉट चाचणी करा. लेसर स्पॉटच्या आकाराचे मूल्यांकन करून फोकल स्थिती निश्चित केली जाऊ शकते. एकदा लेसर स्पॉट त्याच्या किमान आकारात पोहोचला की, ही स्थिती इष्टतम प्रक्रिया फोकल लांबी दर्शवते आणि तुम्ही मशीनिंग प्रक्रियेसह पुढे जाऊ शकता.
सुरुवातीच्या टप्प्यातलेसर कटिंग मशीनकॅलिब्रेशनमध्ये, तुम्ही स्पॉट टेस्ट करण्यासाठी आणि फोकल पोझिशनची अचूकता निश्चित करण्यासाठी काही टेस्ट पेपर किंवा स्क्रॅप मटेरियल वापरू शकता. लेसर हेडची उंची वर आणि खाली समायोजित करून, स्पॉट टेस्ट दरम्यान लेसर स्पॉटचा आकार बदलेल. वेगवेगळ्या पोझिशनमध्ये वारंवार समायोजन केल्याने तुम्हाला सर्वात लहान लेसर स्पॉट ओळखण्यास मदत होईल, ज्यामुळे तुम्हाला इष्टतम फोकल लेंथ आणि लेसर हेडसाठी सर्वोत्तम स्थान निश्चित करता येईल.
च्या स्थापनेनंतरफायबर लेसर कटिंग मशीन, सीएनसी कटिंग मशीनच्या नोजलवर एक स्क्राइबिंग डिव्हाइस बसवलेले असते. हे डिव्हाइस एक सिम्युलेटेड कटिंग पॅटर्न लिहिण्यासाठी वापरले जाते, जे १-मीटर चौरस असते ज्यामध्ये १-मीटर व्यासाचे वर्तुळ कोरलेले असते. चौरसाच्या कोपऱ्यातून कर्णरेषा लिहिल्या जातात. एकदा स्क्राइबिंग पूर्ण झाल्यावर, वर्तुळ चौरसाच्या चारही बाजूंना स्पर्शिका आहे की नाही हे पडताळण्यासाठी मोजमाप साधने वापरली जातात. चौरसाच्या कर्णांची लांबी √२ मीटर असावी आणि वर्तुळाचा मध्य अक्ष चौरसाच्या बाजूंना दुभाजक असावा. मध्य अक्ष ज्या ठिकाणी चौरसाच्या बाजूंना छेदतो ते बिंदू चौरसाच्या कोपऱ्यांपासून ०.५ मीटर असावेत. कर्ण आणि छेदनबिंदूंमधील अंतर मोजून, उपकरणाची कटिंग अचूकता निश्चित केली जाऊ शकते.
पोस्ट वेळ: ऑगस्ट-२०-२०२४